引言
摩托車制動(dòng)圈(輪轂剎車圈)是保證摩托車安全行駛的重要部件,現(xiàn)代高速摩托車均采用盤式制動(dòng)器。盤式制動(dòng)器性能的好壞對(duì)摩托車的制動(dòng)安全性起著至關(guān)重要的作用,因此,對(duì)摩托車盤式制動(dòng)器性能的檢測(cè),是摩托車制動(dòng)系檢測(cè)系統(tǒng)中的重要組成部分。為了保證摩托車盤式制動(dòng)器的生產(chǎn)質(zhì)量,提高摩托車盤式制動(dòng)器的制動(dòng)安全性能,必須對(duì)摩托車盤式制動(dòng)器的性能進(jìn)行精確的檢測(cè)。由plc和上位機(jī)結(jié)合的檢測(cè)系統(tǒng),精度高且簡(jiǎn)單可靠。
2 摩托車制動(dòng)圈(輪轂剎車圈)結(jié)構(gòu)及工作原理
盤式摩托車制動(dòng)圈(輪轂剎車圈)摩擦副中的旋轉(zhuǎn)元件是以端面為工作表面的金屬圓盤,即制動(dòng)盤,并被固定在輪轂上。其固定元件是由二到四個(gè)工作面積不大的摩擦塊與金屬背板組成的制動(dòng)塊。這些制動(dòng)塊及其助動(dòng)裝置都裝在橫跨制動(dòng)盤兩側(cè)夾鉗的鉗型支架中,總稱為制動(dòng)鉗[1]。
液壓摩托車制動(dòng)圈(輪轂剎車圈)是利用杠桿原理和帕斯卡定律,通過傳遞并增大操縱力對(duì)車輪產(chǎn)生制動(dòng)轉(zhuǎn)矩和摩擦元件間的摩擦阻力,將行駛中摩托車動(dòng)能轉(zhuǎn)化為摩擦熱能,再依靠摩擦元件吸收并釋放熱量,達(dá)到減緩車速或停車的目的。對(duì)制動(dòng)手柄施加外力后,使手柄油缸中的制動(dòng)液產(chǎn)生壓力并通過油管傳送到制動(dòng)鉗一端的油缸活塞上,活塞推動(dòng)摩擦片夾緊制動(dòng)盤而使車輪產(chǎn)生制動(dòng)[1]。由此可見,制動(dòng)鉗的鉗口力決定著制動(dòng)器的制動(dòng)能力,而鉗口力與手柄位移和手柄力有關(guān)。所以必須從三個(gè)方面對(duì)液壓盤式制動(dòng)器的性能進(jìn)行測(cè)試,即鉗口力、手柄位移和手柄力。液壓盤式制動(dòng)原理圖如圖1所示。
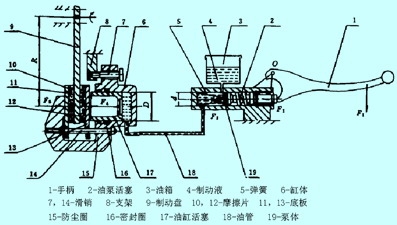
圖1 液壓盤式制動(dòng)原理示意圖
3 檢測(cè)系統(tǒng)組成
本測(cè)試系統(tǒng)主要由檢測(cè)臺(tái)體、plc、上位機(jī)三部分組成,系統(tǒng)組成如圖2所示。
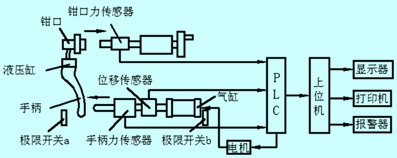
圖2 測(cè)試系統(tǒng)組成圖
檢測(cè)臺(tái)體主要由檢測(cè)臺(tái)架、夾具、手柄力及鉗口力傳感器、手柄位移傳感器、極限開關(guān)、電機(jī)、氣缸等組成[3],是檢測(cè)系統(tǒng)的基礎(chǔ)。
上位機(jī)是整個(gè)控制系統(tǒng)的核心,其主要利用良好的圖形用戶界面,顯示手柄力及鉗口力的大小和手柄位移等參數(shù)和對(duì)應(yīng)的曲線,并且向plc發(fā)出控制指令。
plc是該系統(tǒng)的下位機(jī),負(fù)責(zé)現(xiàn)場(chǎng)高速數(shù)據(jù)采集(控制手柄的位置),實(shí)現(xiàn)邏輯、定時(shí)、計(jì)數(shù)、等功能,通過串行通訊口向上位機(jī)傳送plc工作狀態(tài)及有關(guān)數(shù)據(jù),同時(shí)從上位機(jī)接受指令,向警報(bào)器、打印機(jī)等發(fā)出命令,實(shí)現(xiàn)上位機(jī)對(duì)控制系統(tǒng)的管理,提高了plc的控制能力和控制范圍,使整個(gè)系統(tǒng)成為集散控制系統(tǒng)。
當(dāng)按下啟動(dòng)按鈕后整個(gè)測(cè)試過程由plc控制自動(dòng)進(jìn)行,氣動(dòng)執(zhí)行機(jī)構(gòu)推動(dòng)摩托車制動(dòng)圈(輪轂剎車圈)手柄進(jìn)行模擬制動(dòng),同時(shí)手柄力及鉗口力傳感器、手柄位移傳感器獲得的檢測(cè)模擬信號(hào)傳輸?shù)絧lc的模擬模塊,plc通過rs485/232接口與上位機(jī)通信,plc把傳感器的模擬信號(hào)轉(zhuǎn)換成數(shù)字信號(hào)傳輸?shù)缴衔粰C(jī),顯示器上分別顯示手柄力及鉗口力的大小和手柄位移等參數(shù)和對(duì)應(yīng)的曲線,當(dāng)設(shè)定電機(jī)運(yùn)行時(shí)間結(jié)束時(shí)電機(jī)停止且反轉(zhuǎn)使氣動(dòng)執(zhí)行機(jī)構(gòu)復(fù)位,極限開關(guān)起限位保護(hù)作用,當(dāng)氣動(dòng)執(zhí)行機(jī)構(gòu)推動(dòng)手柄與極限開關(guān)接觸時(shí),電機(jī)自動(dòng)停止,若有檢測(cè)結(jié)果超出設(shè)定合格值,報(bào)警器會(huì)及時(shí)報(bào)警。
4 系統(tǒng)設(shè)計(jì)
主控制器采用西門子plc,s7-300系列plc功能強(qiáng)大,采用模塊化設(shè)計(jì),有中央處理單元(cpu)、各種信號(hào)模塊(sm)、通信模塊(cp)、功能模塊(fm)、電源模塊(ps)、接口模塊(im)等,有多種規(guī)格的cpu可供選擇。siemens s7-300,它是一種積木式結(jié)構(gòu),系統(tǒng)構(gòu)成和擴(kuò)展都十分方便[2]。
3.1 系統(tǒng)硬件配置
s7-300主要配置如下:電源模塊選用ps3075a;中央處理模塊(cpu)選用cpu313c-2dp;數(shù)字量輸入模塊(di)選用sm321 di16xdc24v;數(shù)字量輸出模塊(do)選用sm322 do16xdc24v/0.5a;模擬量輸入/輸出模塊(ai/ao):選用sm334。
3.2 i/o定義與編程設(shè)計(jì)
plc的輸入、輸出端子分配情況如附表所示。測(cè)試過程根據(jù)程序設(shè)計(jì)在開始檢測(cè)以后自動(dòng)完成,根據(jù)設(shè)定的測(cè)量值的限量,系統(tǒng)自動(dòng)檢測(cè)出不合格的產(chǎn)品并報(bào)警,其流程圖如圖3所示。

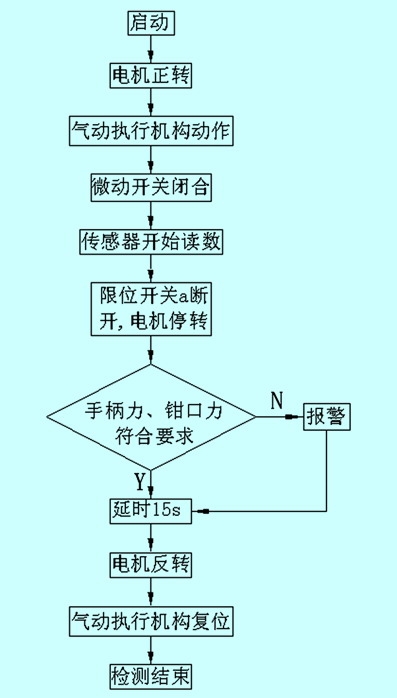
圖3 檢測(cè)主程序框圖
5 結(jié)束語
整個(gè)系統(tǒng)基于plc及上位機(jī)設(shè)計(jì),實(shí)現(xiàn)了模擬信號(hào)的數(shù)字化顯示,檢測(cè)更快速準(zhǔn)確,降低操作復(fù)雜度。上位機(jī)提供了軟件支持,能夠?qū)崿F(xiàn)完善的監(jiān)控功能,進(jìn)行管理并提供友好的人機(jī)接口。所有的系統(tǒng)參數(shù)報(bào)警故障信息等都可以通過上位機(jī)監(jiān)控。進(jìn)一步提高了系統(tǒng)集成度可靠性,降低了其復(fù)雜性,上位機(jī)與plc實(shí)時(shí)通信參與控制,全面提高了企業(yè)信息化和測(cè)試設(shè)備的自動(dòng)化水平。